
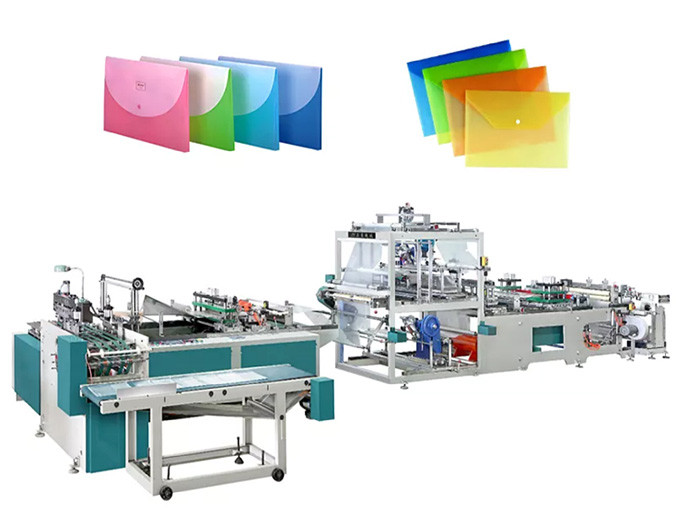



Применимые материалы:
Машина является профессиональным производителем папок и сумок с пуговицами w209. Рулонный лист ПП используется для изготовления папок и сумок с пуговицами без фланцевого уплотнения.
2. Технические параметры:
(1). Применимый материал: лист ПП можно использовать для изготовления сумки на 209 пуговиц и папки E310 без фланцевого уплотнения.
(2). Эффективная скорость производства:
E310: 70 ~ 100 листов/мин.
209 сумка с пряжкой: 40-50 шт./мин.
(3). Эффективная ширина изготовления пакетов: ≤ 240 мм.
(4). Эффективная длина изготовления пакетов: ≤ 360 мм.
(5). Эффективная толщина уплотнения и резки: 0,1 мм ~ 0,2 мм.
(6). Максимальный диаметр размотки: Φ 600 мм.
(7). Габаритные размеры: 8500 × 1300 × 1350 (Д × Ш × В)
(8). Рабочее напряжение: трехфазное переменное напряжение 380 В, 50 Гц, 9 кВт.
(9). Механический вес: 2,5 т.
3、 Основная конфигурация оборудования:
1. Фиксированная длина и основное управление:
(1). В качестве основного элемента управления используется тайваньский ПЛК Yonghong, тайваньский сервопривод фиксированной длины и цветной сенсорный экран, человеко-машинный интерфейс.
(2). Оснащен автоматическим подсчетом, предварительной сигнализацией, отключением прибытия, отображением номера, отключением высокого уровня, автоматической подачей, ультразвуковым контролем и другими функциями.
2. Хозяин:
В качестве регулятора скорости главного двигателя используется векторный преобразователь частоты «Пинер».
3. Кормление:
Применяется структура избыточной подачи поворотного рычага, а векторное преобразование частоты «пинера» следует за подачей регулирования скорости. Он оснащен двумя ножами для обрезки и двумя пневматическими ножами для прижима проволоки.
4. Разматывающая часть:
(1). Оснащен автоматической бинокулярной системой автоматической коррекции отклонений.
(2). Максимальный диаметр размотки 600мм.
(3). Максимальная ширина разгрузки составляет 700 мм.
(4). Разматывающий вал представляет собой трехдюймовый вал расширения воздуха и механический вал.
(5). С ручной системой контроля натяжения магнитных частиц.
5. Получение:
Прием материала ленточного типа осуществляется и контролируется с помощью регулирования скорости векторного преобразования частоты "piner".
6. Уплотнительная часть:
Ультразвуковая сварка проволоки (бытовая) использует нижнее механическое силовое нажатие.
7. Автоматическая крепежная часть:
Эта часть представляет собой цельную сварную раму, состоящую из следующих устройств:
(1). Пара тянущих устройств фиксированной длины с сервоприводом оснащены продольными и поперечными направляющими.
(2). Два автоматических крепежных устройства
8. Другие подключенные устройства:
(1). Пара полукруглых штампов и штампов специальной формы.
(2). Пара пневматических штампов для штамповки.
(3). Приемная платформа АБ
(4). Один комплект устройства горячего тиснения (последний образец)
(5). Один комплект штампов для вырубки вогнутых (для 209) (согласно образцу мешка заказчика)
(6). Один комплект полукруглых штампов для вырубки (для 209) (согласно образцу мешка заказчика)
(7). Пара форм с круглыми отверстиями диаметром 1,5 мм (для 209)
(8). Оснащен электрическим отслеживанием глаз.
IV Вспомогательные средства: (ответственность за это несет пользователь)
1. Источник питания: трехфазный, четырехпроводный, переменный ток 380 В, 50 Гц и заземляющий провод. (требования к заземляющему проводу: арматура или стальная труба диаметром 30~50мм и длиной более 1,5м должна быть непосредственно забита в землю и выведена наружу проводником сечением 4мм2 на верхнем конце). Категорически запрещается подключать к автомату нулевой провод.
2. Место установки: Твердость грунта необходима для того, чтобы после установки и ввода оборудования в эксплуатацию во время эксплуатации не произошло осадки фундамента, которая приведет к ненормальной работе оборудования или повреждению оборудования.
3. Давление подачи воздуха: 5 кг/см². Давление выше постоянного.
4. Мощность всей машины в режиме ожидания: 20 кВт.
